
Tensile properties of R512E coated Nb—C103 manufactured using laser powder bed fusion (L-PBF).
Tyler DuMez ᵃ, Michael T. Stawovy ᵇ, Scott Ohm ᵃ
ᵃ Elmet Technologies, Coldwater, MI 49036, USA
ᵇ Elmet Technologies, Euclid, OH 44117 , USA
Highlights:
- Grain growth was observed after common post-processing techniques.
- HIP and coated material failed to meet the ASTM F3635 specification for strength.
- The effect of grain growth on strength decreases exponentially.
PDF 📄 Tensile properties of R512E coated Nb—C103 manufactured using laser powder bed fusion (L-PBF)
Abstract
C103 is a niobium based refractory alloy commonly used in the aerospace industry. To protect the metal from high-temperature oxidizing environments, C103 is often coated with an environmental barrier coating. A common coating for this material is known as R512E, a disilicide slurry applied and cured with heat. This paper aims to determine the effects on mechanical properties of common post processing techniques used on C103 produced via laser powder bed fusion. Tensile specimens were produced in both horizontal and vertical orientations, post processed via hot isostatic pressing, coated, and further heat treatment to simulate a typical operating environment for the coated material. Tensile tests were then conducted at room temperature and compared to ASTM B654 standards for wrought C103. Strength decreased after HIP and coating but remained unchanged after further heat treat. Grain growth was evident after HIP and coat applications which is in direct correlation with decreasing strength and increasing ductility.
Keywords:
Nb-C103; Additive manufacturing; Laser powder bed fusion (L-PBF); Mechanical properties; Environmental barrier coating (EBC)
1. Introduction
2. Experimental materials and methods
2.1. Powder characterization
Spherical C103 powder was provided by H.C. Starck Solutions (now Elmet Technologies) that was manufactured using an electrode induction gas atomization (EIGA) process. Powder size distribution (PSD) was analyzed using a Microtrac S3500, providing results for D10, D50 and D90 as 11, 28 and 47 μm, respectively. Elemental composition of the powder was analyzed using the inductively coupled plasma (ICP) technique and interstitial gas analysis (IGA) was performed to measure oxygen content. The composition of both the powder and AM C103 falls within range of the ASTM standard for B654/B654 M [6]. AM powders commonly have increased levels of oxygen because the powders are passivated for safety which forms oxide layers [6]. Bulk density and Hall flow were measured at 4.9 g/cc and 11 s/50 g, respectively. Theoretical density of C103 is 8.85 g/cc. Scanning electron microscopy (SEM) was performed on a Thermo Fisher Scientific Axia ChemiSEM. SEM images of the feedstock can be seen in Fig. 1.
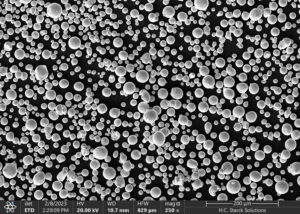
Fig. 1. SEM image of Elmet Technologies C103 powder for L-PBF.
2.2. Printing
Subscale tensile blanks were manufactured using a Renishaw AM400 in both horizontal and vertical print orientations on a pure titanium substrate. The oxygen setpoint of the machine was 100 ppm with argon as a shielding gas and without substrate heating. Layer height was 30 μm, energy density was 121 J/mm3 and the scan strategy was rotated 67° every layer. Horizontally printed blanks were removed from the plate with wire electrical discharge machining (EDM) and vertically oriented blanks were printed on supports and tapped off the build plate with a rubber mallet. Tensile blanks, as seen in Fig. 2, were then divided into five groups of three for further post processing. Density of parts were calculated using ASTM B962–17, Archimedes immersion density using 200 proof alcohol at 19°C. As-printed relative density was calculated to be greater than 99.5 %. Chemistry of the starting powder and printed material can be compared to ASTM B654 in Table 1.

Fig. 2. Vertical and horizontal tensile blanks.
Table 1. Element composition of ASTM sheet, starting powder and printed powder.
| Element | ASTM B654 (%wt) | Starting Powder (%wt) | As-printed (%wt) |
|---|---|---|---|
| Nb | Bal. | Bal. | Bal. |
| Hf | 9–11 | 9.6 | 9.59 |
| Ti | 0.7–1.3 | 1.0 | 0.89 |
| Ta | 0.5 max | 0.2 | 0.28 |
| W | 0.5 max | 0.2 | 0.27 |
| Zr | 0.5 max | <0.1 | 0.07 |
| O | 0.035 max | 0.027 | 0.029 |
2.3. Post processing

Fig. 3. Post Processing for Each Group of Printed Tensile Blanks.
3. Results and discussion

Fig. 4. Tensile properties of horizontally printed tensile bars.

Fig. 5. Tensile properties of vertically printed tensile bars.
3.1. Microstructure

Fig. 6. Machined tensile bars. Middle: Machined and coated tensile bars. Right: SEM cross section of coated AM sample.

Fig. 7. Inverse pole figures taken normal to build direction (left) and perpendicular to build direction (right).
3.2. Grain Growth
Grain size is a key factor that determines the properties of metal alloys and can affect tensile strength, ductility, fatigue, hardness, thermal conductivity, etc. [9]. To determine if grain size was a cause for the change in tensile properties, grip ends from each of the tensile bars were etched and polished to measure grain size across the five groups. Table 2 shows the average grain diameters of each post processing step. C103 in the as-printed condition had the finest grain structure. Grain size grew roughly 250 % after hot isostatic pressing while yield strength decreased by 31 %. Grains grew another 15 % after the application of the coating and again the yield strength decreased, by 12 %. Grain size was not severely affected by HT1, although HT2 increased the grain size a further 15 % but had insignificant effect on tensile properties. The Hall-Petch relationship can be used to describe the relationship between yield strength and grain diameter using eq. 1, where d is the average grain diameter, k is a material dependent constant and σo is the friction stress.
![]()
Table 2. Grain size of vertically printed specimens after post processing steps.
| Empty Cell | As-printed | HIP | HIP + Coat | HT1 | HT2 |
|---|---|---|---|---|---|
| Normal to BD (μm) | 58 | 142 | 159 | 158 | 184 |
| Perpendicular to BD (μm) | 63 | 173 | 164 | 169 | 199 |
Raw tensile test data was plotted on a true stress vs true strain curve to calculate σo and k. These values were then used to plot the Hall-Petch curve fit of the measured yield strength from each of the five groups against expected yield strength across various grain sizes as seen in Fig. 8. This curve fit suggests that as grain size gets larger its effect on yield strength is reduced. As-printed tensile bars from group one had the smallest grain size and the highest strength. Grain size grew with post processing treatments, however, the effect of grain size on strength is less pronounced as grain size increased.

Fig. 8. Hall-Petch curve fit of yield strength vs grain size.
4. Conclusion
- As printed C103 is capable of meeting ASTM standards of wrought material for strength and elongation.
- HIP’d material showed significant grain growth and a decrease in strength yet continued to exhibit strength higher than the minimum requirement wrought material.
- The application of R512E again caused grain growth and lower strength, almost equal to wrought C103. EBC vendors should publish the application temperature and duration as it has a direct effect on the mechanical properties that the part designer may not be aware of.
4.1. Comparing to F3635-23 Standards
Per ASTM F3635–23, Class A parts in this method destined for spaceflight applications shall be processed by HIP and require a grain size of 3 to 5 or finer with UTS of 497 MPa, YS at 0.2 % offset of 347 MPa and elongation of 32 %. In the current study, the HIP procedure caused grain growth that exceeded the 3 to 5 (0.065–0.130 mm) requirement. This grain growth resulted in a decrease of strength that caused the material to fail the published standards for UTS and YS.
Credit Authorship Contribution Statement
Tyler DuMez: Writing – original draft. Michael T. Stawovy: Supervision, Writing – review & editing. Scott Ohm: Supervision, Writing – review & editing.
Declaration of competing interest
Data availability